Был обследован агрегат непрерывного горячего цинкования (АНГЦ) ПХЛ и предложена реконструкция существующего оборудования в части замены электродвигателей постоянного тока асинхронные двигатели и рассмотрена возможность внедрения автоматической системы управления технологическим процессом (АСУ ТП) на основе оптимизации производства по критерию минимизации энергетических затрат и внедрению эргономической системы управления. По оборудованию, в качестве первого этапа предложено произвести замену двигателей постоянного тока на асинхронные трехфазные двигатели на валах накопителей стального листа по причине как наиболее интенсивно эксплуатируемых участков стана непрерывного горячего цинкования стального листа.
Это позволит расширить технические и улучшить эксплуатационные характеристики стана:
- возможность работы агрегата в полностью автоматическом режиме;
- увеличение производительности стана;
- снижение энергоемкости общего цикла цинкования;
- уменьшение отходов при обрезке холоднокатаного листа;
- повышение надежности оборудования.
В процессе решения данной задачи выработано комплексное технико-коммерческое предложение, которое, во первых, включает в себя: предложение по замене всех двигателей постоянного тока на асинхронные трехфазные двигатели с одновременной установкой частотно-регулируемых преобразователей (ЧРП), питающихся от 4 выпрямительных модулей (см. рис. в приложении 1, и список оборудования в приложении 2); во вторых, выбор аппаратных средств и программного обеспечения для организации АСУ ТП (см. рис. в приложении, а список оборудования будет представлен после детального обследования всех узлов стана).
Назначение, состав и обобщенный алгоритм функционирования АНГЦ
Технология производства оцинкованной листовой стали представляет собой единый химический процесс с изменяющимся температурным режимом в зависимости от сортамента и протекающий с заданной постоянной скоростью. Совокупность всего оборудования такого производства представляет собой агрегат непрерывного горячего цинкования (АНГЦ), обобщенный алгоритм которого можно рассмотреть с помощью структурной схемы (приложение 1).
Все главные приводы, обеспечивающие транспортировку полосы по агрегату, разделены по электрической схеме на три части: входную, технологическую и выходную.
Во входной секции находятся два разматывателя №1 и №2 с помощью которых листовая сталь через сварочный участок подается в накопители. Работа разматывателей осуществляется поочередно с целью сокращения времени остановки входной секции агрегата для сварки полос.
По технологии производства, для обеспечения непрерывной работы, в начале и в конце стана существуют накопители листовой стали №1 и №2. Накопители аккумулируют до 90 метров листовой стали каждый и обеспечивают работу стана в течении 3 минут, при останове разматывателей.
После накопителя №1 поверхность полосы подвергается процессу химической очистки в ванне химического обезжиривания, щеточно-моечной ванне и промывается горячей водой (приложение 1).
Технологическую часть агрегата непрерывного горячего цинкования составляет термообработка полосы в протяжной печи. Полоса поступает в окислительную камеру, где подвергается термическому обезжириванию с образованием на поверхности тонкой окисной пленки. Далее в восстановительной камере полоса подвергается рекристаллизационному отжигу и восстановлению окисной пленки в атмосфере диссоциированного аммиака.
Регулирование температуры в зонах нагрева и охлаждения осуществляется автоматически.
Принцип работы протяжной печи основан на термообработке полос в окислительной, восстановительной камерах, и камере охлаждения. Перемещение полосы осуществляется с помощью 77 роликов, имеющих одинаковый диаметр и одинаковую скорость вращения.
Максимальные скорости движения полосы по протяжной печи поддерживаются автоматически. После запуска агрегата после длительных остановок (плановый ремонт, порыв полосы в печи и др.) в течение 8 часов при работе скорость движения полосы по агрегату снижается на 20% от максимальных значений для восстановления нормальной работы агрегата.
Полоса с подготовленной для нанесения покрытия поверхностью без соприкосновения с атмосферным воздухом (во избежание окисления) по вертикальной наклонной проводке подается в ванну цинкования, где происходит покрытие ее цинком. Цинковое покрытие равномерное по ширине и длине полосы, не имеющее поверхностных дефектов, получают с помощью установки струйного регулирования.
Для предотвращения коррозии цинкового покрытия при транспортировке и хранении оцинкованную полосу подвергают пассивации в растворе хромового ангидрида путем погружения в ванну пассивации. Перемещение полосы в ванне пассивации происходит за счет натяжения полосы без электрического привода направляющих роликов.
После второго накопителя, предназначенного для накопления металлической ленты в момент остановки движения полосы для резки, снятия рулона с моталки. Смотка в рулоны осуществляется на участке моталок, состоящей из двух моталок и расположенных сразу после промасливающей машины, которая осуществляет нанесение защитных смазок на оцинкованную поверхность. Промасливанию подвергается только одна сторона, вторая смазывается за счет контакта сторон в рулоне. Вырезка сварных швов при производстве металла в рулонах осуществляется гильотинными ножницами.
При производстве в листах заправка полосы производится в участке нарезки летучими ножницами перед листоправильной машины с обязательным подъемом верхних роликов листоправильной машины. В общем, при поставке оцинкованного металла в листах полоса правится на правильной машине и разрезается на листы мерной длины летучими ножницами.
Назначение и алгоритм функционирования накопителей листовой стали АНГЦ
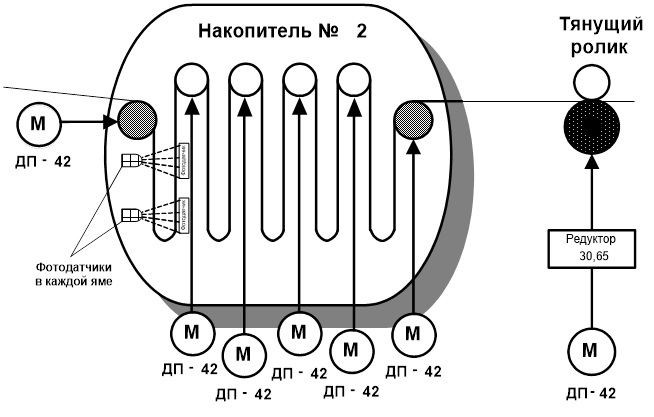
По технологии производства, для обеспечения непрерывной работы, в начале и в конце стана существуют накопители листовой стали состоящие из 5 ям каждый. Накопители аккумулируют до 90 метров листовой стали и обеспечивают работу стана в течении 1,5 минут. Подача листа осуществляется в среднем со скоростью 1м/с и может регулироваться в зависимости от задания оператора. По окончании очередного рулона, на подаче происходит зажим его конца для сварки с началом следующего рулона стали. Во время сварки рулонов с целью непрерывности производства оцинкованного листа, осуществляется выборка запаса из ям накопителя. Выбирается лист в первой яме и после срабатывания верхнего фотодатчика происходит остановка двигателя первого вала подачи с помощью дисковых тормозов с одновременным опусканием оператором в ручном режиме прижимного ролика. Следом происходит выборка петли из второй ямы и при срабатывании верхнего фотодатчика происходит остановка двигателя второго вала с опусканием его прижимного ролика. Далее срабатывание двигателей третьего и четвертого вала происходит по описанному алгоритму. Временной запас одного накопителя 1,5 минуты, сварка швов происходит в среднем до 50 секунд, поэтому лист в основном выбирается из накопителя до 2/3 от запаса. Это позволяет сделать вывод о непрерывности производства оцинкованного листа.
После сварки и запуска привода подачи ленты, сталь подается со скоростью в 2 раза превышающей рабочую для наполнения ям накопителя до первоначальных значений. Валы подачи соответственно также вращаются в 2 раза быстрее рабочей скорости. Петля опускается и после срабатывания нижнего фотодатчика — сигнал подается на привод предыдущего вала после чего двигатель начинает вращаться со скоростью оптимальной для технологии оцинковки стали. Выборка и заполнение ям накопителя происходит зеркально относительно друг друга: для хвоста агрегата — выборка начинается с хвоста, а заполнение с места где закончилась выборка. Для головы агрегата — зеркально наоборот. После наполнения всех ям подача осуществляется с рабочей скоростью 1м/с.
В случае превышения лимита времени на сварку швов, т.е. выборке всего запаса стали — стан оцинковки останавливается полностью.
Из опросных и расчетных данных было определено, что одно из слабых мест агрегата — приводы постоянного тока. Основные недостатки:
- Присутствует субъективный фактор – работает оператор, необходима автоматизация.
- Сложность конструкции системы: двигатель постоянного тока — двигатель-привод генератора — генератор постоянного тока — ЭМУ. Существует большая вероятность выхода из строя любого из узлов привода, что подтверждается практикой, бракованной продукцией и убытками от простоев.
- Низкая надежность работы двигателя постоянного тока по сравнению с асинхронными двигателями (в результате аварийности из-за поломки двигателей постоянного тока зафиксированы простои агрегата оцинковки за 20ххг. — 3ч 20мин.). Было забраковано 134,8т оцинкованной стали, что составило экономический убыток, например, на 2025 год -13 480 000 руб.
- Сложность обслуживания.
- Низкий КПД существующего привода приводит к перерасходу электроэнергии в сравнении с ЧРП на сумму более 4000 руб в год (см. расчеты).
- Большие масса и габариты физически и морально устаревшего электропривода. При введении новой АСУ ТП с использованием ЧРП на асинхронные двигатели освобождается почти половина помещения (около 30м2).
Необходимо отметить, что ГД выработали свой ресурс и списаны (акты списания прилагаются). Работа электропривода осуществляется без гарантий на безотказную работу и какой-либо ответственности обслуживающего персонала.
В двигателе постоянного тока (П52) из-за особенностей строения (наличие контактов и щеточного аппарата) при работе происходит нагревание и выгорание текстолитовых изолирующих пластин между щетками ротора. В образующиеся щели попадает графитовая пыль щеток, вследствие чего происходят замыкания между обмотками приводящие к перегреву двигателей и выходу их из строя.
Первый этап.
Предложение по установке асинхронных двигателей на накопителях АНГЦ
Было сделано предложение по использованию асинхронных двигателей с ЧРП для привода валов накопителей листового металла и автоматизации работы накопителей на базе контроллера «ХХХ».
Это дает ряд преимуществ:
- Отказ от двигателей постоянного тока, системы ГД и применение надежных асинхронных двигателей переменного тока.
- Использование автоматического регулирования частотой вращения электро-двигателей по обратной связи от фотодатчиков или по заданию оператора через контроллер.
- Выключать электродвигатель в случае: его длительной перегрузки по времени, короткого замыкания, обрыва фазы.
- Остановка двигателя и удержание ротора на месте с помощью функции ЧРП, или остановка вала дисковым тормозом при пропадании питания.
- Улучшить сервисное обслуживание и эксплуатацию накопителей.
При этом необходимо отметить: при установке автоматизированного комплекса на накопителях с применением асинхронных двигателей и ЧРП алгоритм функционирования накопителей как в автоматическом, так и в ручном режимах полностью сохраняются.
Расчет экономической эффективности системы представлены в приложении 1, где:
- Экономия по потреблению электроэнергии и снижению брака в результате использования асинхронных двигателей на накопителях агрегата оцинковки составляет:
- Окупаемость поставляемого оборудования составит 7 месяцев.
76260 руб. в год
В соответствии с проведенными расчетами (приложение 1) предлагается:
- ЧРП подключаются к понижающему трансформатору мощностью более 2000 кВА, поэтому требуются входные реакторы на каждый ЧРП.
- Двигатели расположены на удалении более 30 метров от распределительного щита, поэтому необходимо использовать выходные реакторы на каждый ЧРП.
- В связи с непрерывностью производства оцинковки, необходимо иметь запасной комплект оборудования.
- Стоимость оборудования на 14 электроприводов (1 резерв)
- Общая стоимость товара эквивалентна 5 446 000 руб. без учета НДС
- Проектирование и монтаж составит 30% от стоимости оборудования.
- Условия оплаты:
- Срок поставки
- Срок гарантии
| Наименование товара | Ед. изм | Кол-во | Цена за ед. без НДС, руб. | Стоимость без НДС, руб. |
| Частотно-регулируемый преобразователь, Pн=7,5 кВт; Iн=17,7 А | шт | 16 | 30 000 | 480 000 |
| Опционная плата (для управления по шине Modbus) | шт | 16 | 20 000 | 320 000 |
| Тормозной на двигатель | шт | 16 | 20 000 | 320 000 |
| Реактор входной 7,5 кВт | шт | 16 | 14 000 | 224 000 |
| Реактор выходной 7,5 кВт | шт | 16 | 17 000 | 272 000 |
| Двигатель 3-х фазн. 1500 об./мин. 7,5 кВт А132S4 | шт | 16 | 55 000 | 880 000 |
| Шкаф управления 2100х1200х600 (вкл. комплекс автоматики, монтаж, аксессуары, арматуру) | шт | 2 | 800 000 | 1 600 000 |
| Контроллер (вкл. кабель, аксессуары и программное обеспечение). Контроллерное оборудование базового уровня с горячим резервом и программным обеспечением, на базе оборудования ХХХ (500 дискр. входов/выходов, 20 скоростных входов, до 30 аналоговых входов) | шт | 2 | 500 000 | 1 000 000 |
| Кабель силовой 5х2,5 | м | 1000 | 200 | 200 000 |
| Кабель экранированный (витая пара) | м | 1500 | 100 | 150 000 |
| Итого без НДС: 5 446 000 руб. | ||||
Датчики контроля полосы имеются.
Приложение №1
Расчет потерь в системе АНГЦ при использовании в качестве приводов двигателей постоянного тока
- Расчет потерь при выпуске брака
- Расчет потерь из-за остановок оборудования
- Расчет потерь при использовании ГД и двигателей постоянного тока вместо 3-х фазных асинхронных с ЧРП
- Т время работы агрегата = 8184 часа
- Р1:
- мощность электродвигателя ГД (А724) = 28кВт (один на 2 ГД)
- мощность ЭМУ ГД = 11кВт
- мощность двигателя постоянного тока (П52) = 7,5кВт
- η1:
- КПД электродвигателя ГД (А724) = 0,9
- КПД ЭМУ ГД = 0,82
- КПД двигателя постоянного тока (П52) = 0,84
- Р2 — мощность асинхронного электродвигателя = 7,5кВт
- η1 — КПД асинхронного электродвигателя = 0,88
- η2 — КПД ЧРП = 0,96
- Общий эффект составит:
За год (с мая 20ХХг. по май 20ХХг.) из-за аварий в системе ГД было выпущено 134,8 тонн бракованной продукции. Цена тонны оцинкованного листа на внутреннем рынке на 2025 год составляет 106 000 руб. Цена 1 тонны брака составляет 14% от цены качественной продукции:
За год, из-за остановок по причине выхода из строя электроприводов постоянного тока, оборудование простаивало 3ч20мин. Час простоя приносит постоянные убытки 400 000 руб.
Итого за год:
Итого:
По цене 8 рублей за кВт/ч в промышленном предприятии получаем:
На два накопителя экономия электроэнергии за счёт замены системы генератор-двигатель:
В соответствии с методическими материалами, выпущенными по АО «ВНИИЭ» и принятых РАО «ЕЭС России» и АОэнерго, коэффициент ресурсосбережения при использовании частотно-регулируемых приводов принят равным половине коэффициента энергосбережения.
Таким образом экономия ресурсов при использовании ЧРП составит:
4 242 592 руб. / 2 = 2 121 296 руб. в год
В целом при использовании асинхронных двигателей и ЧРП экономический эффект составит:
17 830 960 руб.+ 2 121 296 руб. = 19 952 256 руб. в год
ВЫВОД:
Целесообразно заменить все двигатели постоянного тока на асинхронные 3-х фазные с короткозамкнутым ротором.
Технико-коммерческое предложение
На основании вышеизложенного, с учетом отсутствия технического задания предлагается технико-коммерческое предложение по поставке основного контроллерного и приводного обо-рудования:
- Стоимость оборудования:
- Общая стоимость оборудования составляет: (требует оценки оборудования), не включая НДС.
- Форма и порядок оплаты:
- Транспортные условия и транспортные расходы
- Срок поставки
- Дополнительные условия:
- Проектные работы составят: — по АСУТП и электроприводу 30% от стоимости оборудования.
- Наладочные работы составят 10 % процентов от полной стоимости оборудования.
- В технико-коммерческое предложение не вошла стоимость силового кабеля и кабеля управления.
| № | Наименование оборудования | Ед.изм. | Кол-во | Цена без НДС, руб. |
| 1 | Система визуализации | к-т. | 4 | |
| 2 | Контроллерное оборудование м верхнего уровня с горячим резервом и программным обеспечением, на базе оборудования * | к-т. | 1 | |
| 3 | Контроллерное оборудование базового уровня с горячим резервом и программным обеспечением, на базе оборудования * (500 дискр. входов/выходов, 20 скоростных входов, до 30 аналоговых входов) | к-т. | 3 | |
| 4 | Пульты управления с программируемыми терминалами (HMI) | шт. | 8 | |
| 5 | Шкафы управления приводами ** | шт. | 34 | |
| 6 | Двигатели | шт. | 94 | |
| 7 | Энкодеры | шт. | 18 | |
| Итого без НДС: XXX XXX руб. | ||||
*-список оборудования будет представлен после детального обследования всех узлов стана
**-список оборудования шкафов управления приводами приведен в приложении 1.
Приложение № 2.
1. Состав оборудования по приводной части:
| № | Участок | Наименование оборудования | Код | Ед.изм. | Кол-во |
| I | Выпрямительный модуль входной части | Комплектный привод управления выпрямительным модулем в шкафном исполнении, в составе: | КППТ400.1050.1 | к-т | 1 |
| 1 | Разматыватель №1 и №2 | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.30.58.1 | к-т | 2 |
| 2 | Подающий и тянущий ролик накопи теля №1, тянущий ролик до фотодатчика | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.22.43.1 | к-т | 3 |
| 3 | Тянущий ролик перед печью и регулятор натяжения | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.37.72.1 | к-т | 3 |
| II | Выпрямительные модули технологи ческой части (основной + резервный) | Комплектный привод управления выпрямительным модулем в шкафном исполнении, в составе: | КППТ400.420.1 | к-т | 2 |
| 1 | Ролики печи 77 шт. | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.22.43.1 | к-т | 12 |
| III | Выпрямительный модуль выходной части | Комплектный привод управления выпрямительным модулем в шкафном исполнении, в составе: | КППТ400.1500.1 | к-т | 1 |
| 1 | Тянущий ролик 3 и подающие ролики | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.22.43.1 | к-т | 3 |
| 2 | Тянущие ролики накопителя №2 | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.37.72.1 | к-т | 3 |
| 3 | Участок моталки | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.90.169.1 | к-т | 2 |
| 4 | Летучие ножницы | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.160.295.1 | к-т | 1 |
| 5 | Пакетирующее устройство | Комплектный привод управления в шкафном исполнении, в составе: | КЧРП400.420.1 | к-т | 1 |
